
Originally Posted by
Dazza

.2mm vertical on the rear dropout will be .49mm at the rim radius of 311mm
In my world it is normal to fiddle dropout vertical a few tenths of a millimeter with a file to get this on my inspection plate
and double checking with a wheel
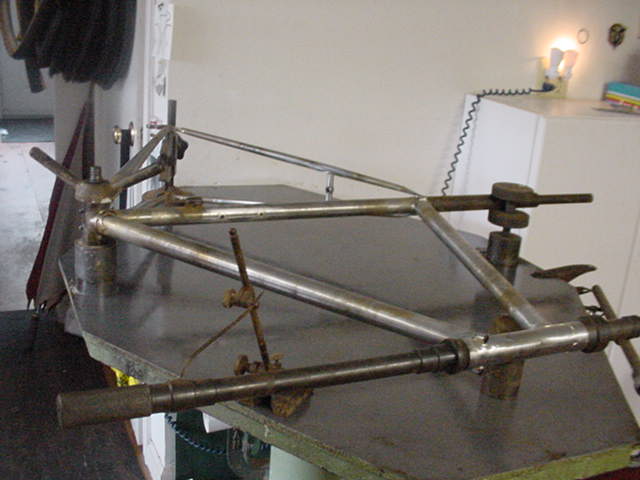
and as Dave mentions, seat stay bows etc all have to be sorted, aligned to the be centered in the stays could be false so in the forming up stage I sort and align the stays before brazing
and again the inspection table is the tool, rolling the stays and tubes.
I am not sure where 1.00 mm is referring to?
1mm over 300 HT to ST twist for me is a failure.
I work to .3mm max tolerance over 300mm of HT. I never use tube surfaces for references, I use tube ends. Cones/rod only in tube ends that have been squared/faced off in the beautiful thing (lathe) thus the cones are correct referencing.
I can get .3mm in 19 of 20 frames on my inspection plate with no cold setting and this is post reaming facing with out cold setting.
To get good cutter path entry into the head tube it is important to have a very square end to the HT, I machine all my HT lug faces on the lathe and when I trim the HT with saw after brazing I can file the last bit flush with the head lug knowing it is a good surface and then deburr carefully and use the cutter/mill/facing tools.
I also braze my bottom head lug first and trim and mill/face and I can correct the hockey stick in the frame triangle as the rest is just tacked
before doing the other brazing.
BB distortion when brazing is some thing Dave mentions in his post and this is important
as .05mm at the BB face will give a tube run out of 1.5mm at the end of a 570mm long tube
I think many have been heaving and tugging at frames with never allowing for BB distortion or trying to understand it
I am very rushed here and due to some dead lines to meet and and have been working over the weekends so I have been unable to add much to this subject
but it is very cool that some builders here have been very good with this subject
very unlike other builders I have met over the years since 1979
and this is super
very super
oh one thing that makes me sigh over the years
is granite tables with digital height gauges which are all cool
but when the builder claims they build to 0.01mm just because their measuring tools can measure that
well, this is just nonsense. Marketing bull.
I read hear, things like I check alignments and then when all is perfect I do this
well what does that mean?
what tolerance if they even understand it?
I have got to go
so much to do today
but I am motivated when time permits later this year
to make a document with a drawings with what I found are my tolerances and reference points
that I have found practical every day.
We make frames better than they need to be
but hey, this is pleasing
and clients appreciate it
I am not saying my way is the best or correct way, I just want to put it all down for discussion and sharing
and reading what others do is a good thing for all


 Likes:
Likes: 







 Reply With Quote
Reply With Quote




Bookmarks